- Home
-
Products and Solutions
- Arc spraying zinc
- Spraying Zinc on the Building of Wenzhou Culture Museum in JiningZinc spraying for casting partsZinc spraying on vehicle shelvesSpraying Zinc on Landscape Tower of Fulaishan Park in YantaiZinc spraying in lock ring
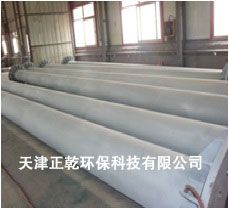
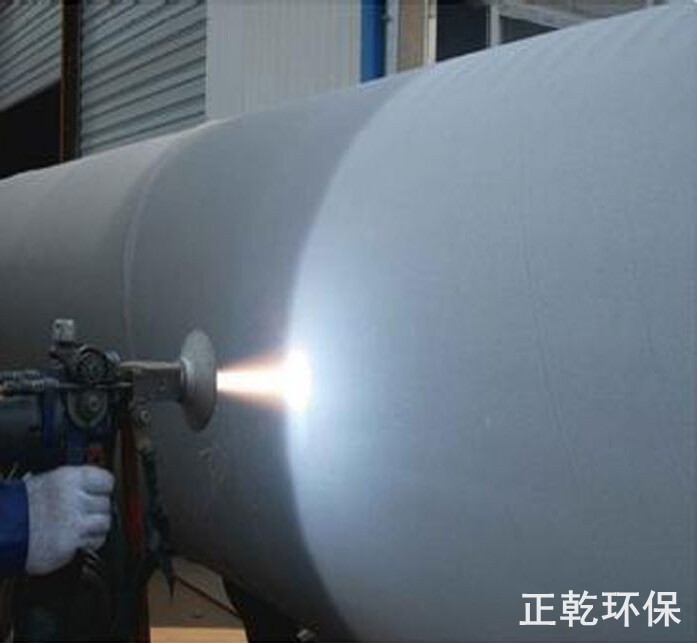
- Arc spraying aluminum
- Aluminum Spraying Anti-Corrosion for Highway Limited ViaductAnti-corrosion of offshore platform pipeline by spraying aluminiumAnti-corrosion of offshore platform pipeline by spraying aluminiumAnti-corrosion of offshore platform pipeline by spraying aluminiumAluminum Spraying on Base of Henan Special Vehicle
- Spray zinc aluminum alloy
- Zinc-sprayed Aluminum Alloy for Pipeline Export to IraqZinc-sprayed Aluminum Alloy for Pipeline Export to IraqZinc-sprayed Aluminum Alloy for Military TanksTeda staircase pedal sprayed with zinc-aluminium alloyZinc-sprayed aluminium alloy staircase pedal of Teda Plaza
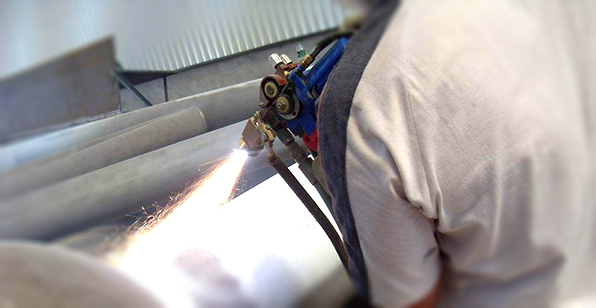
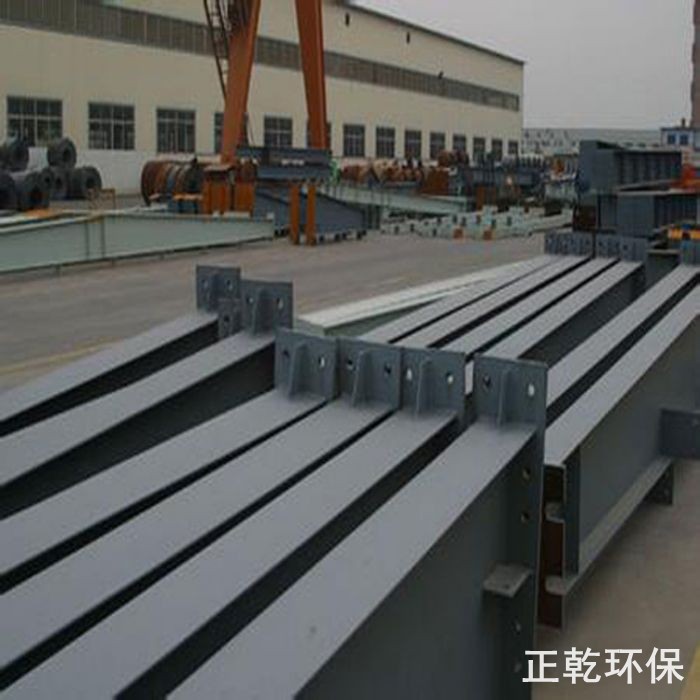
- Spray painting process
- Tank renovationTank spray paintSpray paint for steel bridgeSpray painting of steel structure
- Sand blasting and rust removal
- Sand blasting and rust removalSand blasting and rust removalSand blasting and rust removal
-
Service and support
To provide you with a more perfect technical service
Adhering to the concept of "customer-centered" fast and low-cost service, we not only have rich experience in spraying applications, but also have a sound software and hardware development team to provide you with worry-free after-sales service.
-
News

Frontier Perspective
The company to solve the problems in coating surface treatment for customers for a long time.
-
About Zheng Qian
 Tianjin ZhengQian Metal Coating Co., Ltd. is a well-known enterprise in the field of thermal spraying research and application. It integrates the design, processing and research and manufacture of various coatings, such as anticorrosive coatings, wear-resistant coatings, high-temperature coatings, conductive coatings and decorative coatings.
Tianjin ZhengQian Metal Coating Co., Ltd. is a well-known enterprise in the field of thermal spraying research and application. It integrates the design, processing and research and manufacture of various coatings, such as anticorrosive coatings, wear-resistant coatings, high-temperature coatings, conductive coatings and decorative coatings. - Contact us





















 Contact number
Contact number
 Online consulting
Online consulting
 Online Message
Online Message
 Online Message
Online Message
 Contact Us
Contact Us
 Online QQ
Online QQ
 Top
Top
